
Pulse width and frequency are the characteristics of MOPA lasers. They are are independent of each other. Moreover, these two parameters are also the most characteristic. two parameters in the stainless steel marking. They will mutually cooperate. They can bring out a colorful world. This article we will talk is about one of them, and a marking auxiliary parameter – frequency and power.
About laser power, it is not strange for us. It is a controllable variable. It can influence the laser single pulse output. It is found after many tests, frequency and pulse width will Contest when mark color result on stainless steel. But pulse has more effect when marking color. Ruler as the following: In dense fill spacing,
In the case of medium pulse width, high frequency (filling pitch <0.005mm; pulse width 45ns-100ns; frequency ≥300kHZ), the power is increased from small, and the color expressed on stainless steel exhibits a regular change characteristic: yellow, Red, blue, green until the green slowly deepens. As shown below (@60ns, 0.001mm bow fill, F=163mm field mirror)
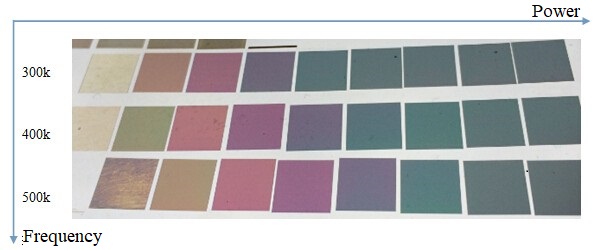
(Horizontal power is 25%, 30%, 35%, 40%, 45%, 50%, 55%, 60%, 65%)
As can be seen from the above figure, as the frequency power changes, the color change shows a certain law. This rule is also applicable when changing the filling pitch.
As shown below (@60ns, 0.005mm bow fill, F=163mm field mirror)

(horizontal power is 30%, 35%, 40%, 45%, 50%, 55%, 60%)
At this point, it can be seen that in the premise of dense filling pitch, medium pulse width and high frequency, the change of the filling color appears to be smaller, and more color changes are caused by frequency and power. In other words, the difference in these colors is mainly affected by the single pulse energy of the laser itself and its spot overlap rate on the steel sheet, and reacts to the color development mode of the stainless steel, which is the law as seen in the picture. Sexual change.
Hi, this is a comment.
To get started with moderating, editing, and deleting comments, please visit the Comments screen in the dashboard.
Commenter avatars come from Gravatar.